|
|


 |
|
Профнастил
Металлочерепица
|
|
||||||||||||||
|
|||||||||||||||
 |
|||||||
398059, Россия, г. Липецк, ул. Комунальная, д. 9 |
|
||||||
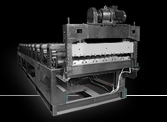
Линия металлочерепицы |
||||
|
Линия металлочерепицы: исходные требования к материалуСовременность требует от строительных материалов высокой прочности, красивого эстетичного внешнего вида, наряду с достаточной доступностью и дешевизной. Всем этим условиям соответствует такой современный кровельный материал как металлочерепица.Металлочерепица, являясь современным строительным материалом, изготавливается из тонколистовой стали. Толщина стальных листов находится в пределах от 0,45 мм до 0,7 мм. При изготовлении металлочерепицы, тонколистовая сталь используется или оцинкованная или с нанесенным полимерным покрытием. Для удобства транспортировки исходного материала и процесса изготовления металлочерепицы, тонколистовая сталь поставляется в рулонах. Ширина таких рулонов стандартная и соответствует 1250мм. Естественно, что при производстве металлочерепицы весь исходный материал должен соответствовать требованиям определенных ГОСТов.
Требования к линиям металлочерепицыПри производстве металлочерепицы используются поточные линии. Помимо технических требований к исходному материалу, предъявляются определенные технологические и производственные требования и условия к самой линии металлочерепицы. Основное требование – это обязательное соответствие нагрузкам, которым подвергается каждая составляющая производственного процесса. Линия металлочерепицы должна обладать определенной жесткостью всей конструкции, выдерживать многократные нагрузки, т.е. быть достаточно износостойкой.Существует несколько условий монтажа линии металлочерепицы. Она должна устанавливать в помещении с температурой не менее +4°С. Обязательно наличие кран-балки с грузоподъемностью 8-10т. Так как линия представляет собой комплекс из нескольких агрегатов для обработки стальной ленты, устанавливаться она должна на ровном промышленном полу. Современные условия производства требовательно относятся к срокам и качеству изготавливаемой продукции. Это же относится и к линии металлочерепицы. Производительность линии металлочерепицы составляет в среднем 4п.м/мин. Для этого она оборудуется мощными приводами. Длина получаемой готовой металлочерепицы зависит от заказанных характеристик. В помещении, где будет установлена линии металлочерепицы, необходимо предусмотреть место для хранения исходного сырья и готовой продукции, а также возможность для подъезда транспортных средств. |
Состав линии металлочерепицыЛиния по производству металлочерепицы – это сборная конструкция, которая состоит из нескольких производственных агрегатов. Процесс изготовления начинается с разматывания рулона тонколистовой стали. Этот процесс осуществляет двухопорный или консольный разматыватель. Он не только разматывает рулон, но и непрерывно подает стальной лист на прокатный стан. Мощность разматывателя составляет 3кВт. Разматыватель - единственный во всей линии агрегат, который должен быть обязательно закреплен на промышленном полу при помощи анкерных болтов. Начальный процесс заправки стального листа в разматыватель осуществляется полуавтоматически.Затем стальной лист подается на прокатный стан, который является главным элементов в производстве металлочерепицы. На прокатном стане, который состоит из наборных клетей, осуществляется прокат и штамповка металлочерепицы. Наборные прокатные клети крепятся на раме прокатного стана совместно с заправочным устройством, ножницами, штамповочным устройством и электроприводом. Соблюдение технологии при работе прокатного стана зависит от качества его монтажа. Это, в свою очередь, влияет на качество выпускаемой продукции линией металлочерепицы. Металлочерепица при технологичном производстве имеет четкие линии профиля, одинаковые радиусы гиба и рисунок канавок, постоянную высоту гофр. Изготовление рисунка, соответствующего истинной черепице, невозможно без применения штамповочного оборудования. Именно оно дает стальному профилированному листу поперечные ступени, имитирующие настоящую черепицу. Работа штампа осуществляется при помощи гидропривода, который в свою очередь состоит из четырех цилиндров – 2 служат для прижима самого листа, а два для штамповки ступени. При штамповке максимальная ширина профиля 1300 мм. А цикл штампования одной ступеньки составляет 5 секунд. Пройдя этап формования профиля металлочерепицы, стальной лист поступает на гильотинные ножницы. Для аккуратной обрезки необходимого размера листа, заложенного в техзадании, ножницы крепятся на раму прокатного стана. Обязательным требованием к гильотинным ножницам при производстве металлочерепицы, является повторение профиля, полученного при штамповке. Это обеспечивает отсутствие заусениц и изломов при отрезании. Полученные листы металлочерепицы поступают в приемное устройство. Приемное устройство может быть как полностью автоматизированным, так и полуавтоматическим. Автоматизированное приемное устройство - штабелер, при котором изготовленная металлочерепица падает в пачку, не дает гарантии от сколов и царапин. Поэтому для укладки готовой продукции лучше всего при производстве металлочерепицы использовать рольганг, с применением подсобной рабочей силы.
Система автоматического управления линией металлочерепицыНазначение системы автоматического управления в линии металлочерепицы – автоматическое управление, согласование производственного процесса, отлаженное взаимодействие всех элементов системы. САУ отвечает за работу линии металлочерепицы, считая длину профиля, вовремя запуская в работу гильотинные ножницы, проверяя штамповку ступеней с заданным шагом. Также САУ осуществляет контроль над возникновением внештатных ситуаций. Слаженная работа всех электроприводов, обеспечивающая плавный технологичный процесс, так же контролируется системой автоматического управления.
Общие требования к производственной линии металлочерепицыОсновное требование, предъявляемое в современной промышленности к производственным процессам, это рентабельность и безопасность. Изготовленная продукция должна соответствовать требованиям ГОСТов и заявленным условиям заказчиков. Для этого необходимо наладить бесперебойную качественную работу производственной линии металлочерепицы. Безопасность самого процесса должна быть обеспечена наличием ограждений вокруг всей линии. Обязательное условие соблюдения правил безопасной работы любого производственного процесса, это наличие защитных кожухов, сигнальных световых и звуковых устройств, аварийных выключателей. |
|||
| Россия, г. Липецк, ул. Комунальная, д. 9 email: CTAH@list.ru |
© Завод гибочного оборудования 2004-2012 гг. | ||