|
|


 |
|
Профнастил
Металлочерепица
|
|
||||||||||||||
|
|||||||||||||||
 |
|||||||
398059, Россия, г. Липецк, ул. Комунальная, д. 9 |
|
||||||
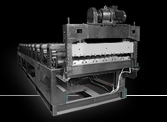
Металлочерепица стан |
||||
|
Металлочерепица стан: линия по производству металлочерепицыПроизводство современного строительного кровельного материала производится на промышленных линиях. Такая линия по производству металлочерепицы состоит из разматывателя, который осуществляет разматывание тонколистовой рулонной стали, прокатного стана, формирующего профиль металлочерепицы, гильотинных ножниц, осуществляющих отрезание изготовленных листов в заданный размер, и приемного устройства.Прокатный стан металлочерепицы в этой производственной цепочке является основным составляющим элементом. Его использование позволяет получать профилированные листы различной геометрии с соблюдением качественных характеристик, предъявляемых к кровельному материалу. Чтобы соответствовать предъявляемым требованиям и обеспечивать точное и быстрое выполнение полученного заказа, прокатный стан, как и вся линия металлочерепицы, должен выдерживать промышленные нагрузки. Сущность производства металлочерепицы сводится к пластическому деформированию стального листа по заданным профилям и размерам.
Металлочерепица стан: технические характеристикиИзготовление металлочерепицы осуществляется из тонколистовой стали, уложенной в рулоны. Для производства металлочерепицы используется или оцинкованная сталь или покрытая защитно-декоративным слоем полимерных материалов. Толщина, подаваемого на прокатный стан стального листа, составляет от 0,4 мм до 0,7 мм. Ширина листа стали для стана металлочерепицы стандартная и составляет 1250 мм.Рулонная тонколистовая сталь должна иметь прочность не более 45 кг/мм2. При производстве металлочерепицы, мощность электродвигателя прокатного стана должна быть не ниже 3,5 кВт. В среднем скорость получения профиля на металлочерепичном стане составляет 5-6 п.м/мин. Так как на линии по производству металлочерепицы все оборудование составляет единое целое, а к полу при помощи анкерных болтов крепится только лишь разматыватель, прокатный стан металлочерепицы обязательно должен устанавливаться на ровном промышленном полу. Конструкция самого прокатного стана должна обладать достаточной жесткостью, иметь высокую устойчивость к длительным нагрузкам. |
Металлочерепица стан: деталировкаПрокатный стан металлочерепицы не является одним механизмом. Он состоит из нескольких составляющих, каждая из которых играет главную роль в производстве металлочерепицы. В своем составе он имеет несколько основных агрегатов, которые крепятся между собой. Основа прокатного стана металлочерепицы – рама, на которой крепятся заправщик, прокатные клети, гильотинные ножницы. Заправка тонколистовой стали с размотчика осуществляется полуавтоматически. Затем стальная полоса подается на производственные клети. Клетью называется комплекс прокатных валков, закрепленных на станине в подшипниках. Рабочие валки получают вращение в подшипниках при помощи двигателя.Прокатный металлочерепицы стан состоит обычно из 7-14 таких клетей. Стальная лента протягивается между валками, на которых набраны ролики с заданной геометрией развертки в соответствии с профилируемым типом металлочерепицы. Высота роликов дает высоту гофр металлочерепицы. А набор различных по конфигурации и геометрии роликов – размер канавок, их глубину и ширину. Но профилирование листа стали пропускаемого через валки, не дает того самого ”черепичного” рисунка, благодаря которому этот кровельный материал получил свое название и занял прочные лидирующие позиции в современном строительстве. Для получения “порожков” тонколистовую сталь подвергают воздействию штампов, установленных на стане металлочерепицы. Штампование осуществляется при помощи гидропривода, который имеет в основном 4 гидроцилиндра – 2 из них прижимают лист профилированной стали, а 2 других предназначены непосредственно для штамповки. В процессе штамповки максимальная ширина профиля будет находиться в пределах 1300мм. Штампование имеет определенный временной цикл, который в среднем оставляет 5 секунд. Штампующее устройство комплектуется маслостанцией. После того, как стальной лист приобрел заданные геометрические параметры, он поступает на гильотинные ножницы, также установленные на раме прокатного стана металлочерепицы. Главная особенность гильотинных ножниц для металлочерепицы состоит в том, что они имеют профиль, повторяющий только что прокатанный. Это обеспечивает целостный, без сколов, трещин, повреждений, срез. Стоит заметить, что прокатный стан металлочерепицы, предназначенный для профилирования рулонной тонколистовой стали, не требует анкерного крепления на промышленном полу.
Металлочерепица стан: требования к производствуСовременные технологии обеспечивают качественное производство, обладающее рентабельностью. Собранная линия по производству металлочерепицы, основным производственным элементом которой является прокатный стан, должна обеспечивать соблюдении технологии производства и четкое выполнение заданных параметров. А это зависит от качества конструкции, сборки, и центрирования рамы прокатного стана с закрепленным на ней оборудованием и дополнительными отдельными агрегатами – разматывателем и приемником.При соблюдении всех необходимых требований к процессу производства, выпускаемая продукция будет иметь высокое качество, т.е. четкий, геометрически верный профиль металлочерепицы, одинаковые радиусы канавок, а самое главное гарантированные свойства, предъявляемые к современному кровельному материалу. Как и любое современное промышленное производство, и его элементы, прокатный стан должен иметь ограждения и возможность оповещения при угрозе аварии. |
|||
| Россия, г. Липецк, ул. Комунальная, д. 9 email: CTAH@list.ru |
© Завод гибочного оборудования 2004-2012 гг. | ||